Use gas to gas waste recovery unit to completely change industrial efficiency
In an era of increasing focus on sustainability and energy conservation, gas-to-gas recovery units have become a key solution for industries working to optimize their energy use. This innovative waste heat recovery technology plays a tool in improving thermal efficiency, reaching up to 85%. By leveraging lost energy, businesses can significantly enhance their economic and environmental footprints.
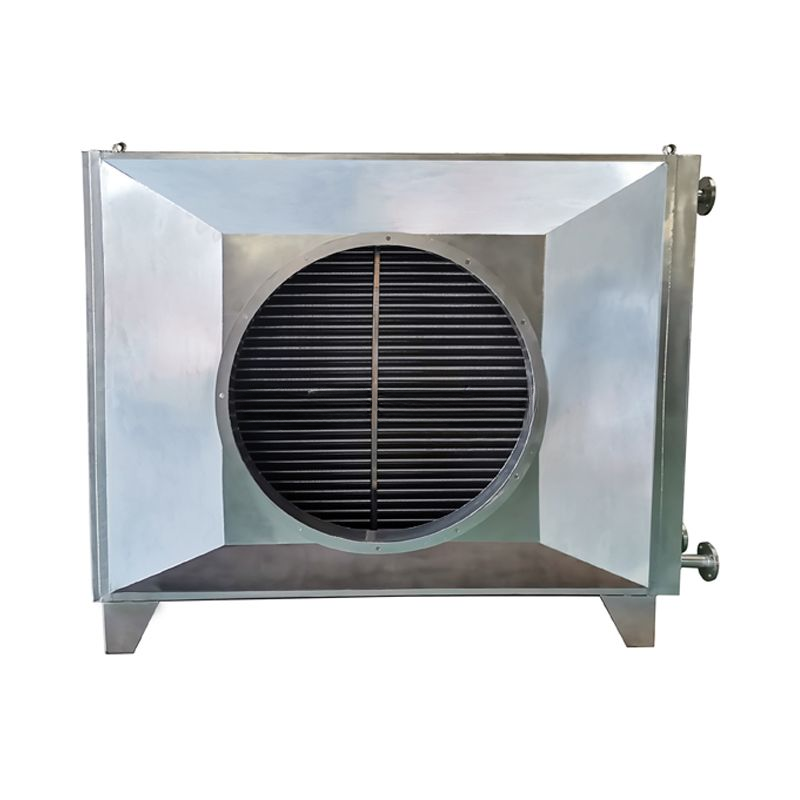
The recently introduced forced cyclic evaporator illustrates how this energy efficiency solution can be seamlessly integrated into an industrial setup. These systems have been carefully designed to take waste heat utilization to the next level, promising unparalleled reliability and performance.
Mechanism behind decomposition of waste heat recovery
Gas to gas waste recovery units utilize advanced engineering to extract and reuse thermal energy. By restoring heat that is typically discharged during industrial processes, these systems can significantly enhance the entire thermal energy recovery cycle. For companies keen on improving efficiency, systems like forced evaporators are perfect matches.
These systems are designed to handle high temperatures while reducing heat loss, including components such as high-capacity centrifugal pumps, heat exchangers made of corrosion-resistant materials such as 316 liters of stainless steel and steam separators. All of these elements work together to ensure optimal heat capture and transfer. By integrating thermal recovery systems provided by leading manufacturers, the industry is able to not only restore energy, but also reduce its carbon footprint.
Why gas exhaust gas recovery systems are crucial to today's industry
Using wastewater recycling technology is no longer an option, but a necessity for a competitive industrial landscape. Let's explore some core benefits:
1. **Enhanced Thermal Efficiency: **The mark of this system is their ability to reach thermal efficiency levels up to 85%. This provides considerable savings while ensuring sustainability in industries where energy costs make a significant contribution to the operating budget.
2. **Scalability and versatility: **From the chemical plants to the food and beverage industry, the adaptability of forced circulation evaporators makes them suitable for a variety of applications. For example, these systems can operate comfortably at temperatures between 50°C and 140°C, or can handle up to 70% of solid content, which is essential for processes such as crystallization and chemical recovery.
3. **Reduce operating costs: ** By minimizing problems such as expansion and scaling, and achieving energy-saving evaporation, these systems reduce downtime and increase the life of industrial equipment. A mining company focused on zero liquid emissions (ZLD) compliance recently reported a 40% reduction in energy consumption after adopting such advanced systems.
The application and influence of the real world
The utility of gas on gas waste heat recovery units can be clearly seen in many departments. In the pharmaceutical industry, heat recovery is essential for precise removal of solvents and crystallization of high-value products. In food processing, applications such as syrup concentration and dairy production benefit from the efficiency of these systems. Meanwhile, the mining industry attaches importance to its ability to deal with corrosive and abrasive materials while achieving energy efficiency goals.
For example, a chemical company turned to forced circulation evaporators for recovery of caustic soda and made significant operational improvements, including a substantial reduction in energy consumption. The integration of IOT systems with real-time monitoring and automated controls further enhances operational excellence.
The Future of Thermal Efficiency System
Innovation in industrial thermal recovery continues to develop. As manufacturers focus on advancing the sustainability of these systems, future upgrades will include hybrid mechanical vapor reproducibility (MVR) systems that are able to deliver up to 60% of the energy. The use of advanced materials such as graphene coatings and IoT configurations is expected to have greater resistance to corrosive media and better process supervision.
In short, the commitment to energy efficiency solutions such as natural gas waste recovery units not only solves today’s industrial challenges, but also paves the way for a sustainable and efficient future. Companies that employ such waste heat technology are not only optimizing operations; they are moving forward as industry leaders in environmental sustainability.